At Khamken Designs, LLC we believe the best engineering happens where design meets the reality of the machining. High-quality machining shouldn’t come with unnecessary costs which can be commonly mitigated by small adjustments to a CAD model — such as tweaking an internal radius or selecting a specific material grade — ultimately leading to savings in production time and cost. While not exhaustive, this guide highlights key considerations intended to help optimize your designs for CNC machining processes.
Internal Corner Radii
- Tip: Avoid sharp (0-radius) vertical internal corners.
- Why: CNC tools are round. To machine a sharp internal corner, you need specialized (and expensive) processes like EDM.
- Rule of Thumb: Make internal corner radii at least 1/3 of the cavity depth. If a pocket is 12mm deep, use a radius of 4mm or larger so a standard end mill can clear it.
Standardize Hole Sizes
- Tip: For relatively small holes not considered "bores", utilize standard drill bit sizes.
- Why: Custom-sized holes require custom tooling or extra "interpolating" time with an end mill.
- Rule of Thumb: Use standard fractional (1/4", 1/2") or metric (6mm, 10mm) diameters whenever possible. Additionally, for parts with a large amount of holes. minimize the amount of different sizes. This reduces the amount of tool changes required during a machine operation.
Limit Pocket Depth
- Tip: Avoid deep, narrow pockets.
- Why: Long tools are prone to "chatter" (vibration) and breakage, requiring the machine to run much slower.
- Rule of Thumb: Aim for a depth-to-width ratio of 4:1 or less. For example, a 10mm wide slot shouldn't be deeper than 40mm.
Threaded Hole Depth
- Tip: Limit thread hole depth.
- Why: Threading deep into a blind hole increases the risk of tap breakage. Most of the holding power of a screw is in the first 1.5 to 2 diameters of the thread.
- Rule of Thumb: Limit thread depth to 2x the diameter (e.g., a 1/4-20 screw only needs 1/2-inch amount of thread). Additionally, opt for threaded holes to be thru instead of blind when reasonable.
Simplify Surface Finishes
- Tip: Only specify high-polish or "mirror" finishes where they are functionally necessary.
- Why: An "As-Machined" finish is the most cost-effective. Polishing or bead-blasting adds manual labor and extra steps.
- Rule of Thumb: If the part is internal to an assembly or purely functional, leave it "As-Machined" (standard 3.2 μm / 125 μin Ra).
Minimize Necessary Setups Changes
- Tip: Implement design features that can all be reached from one or two sides.
- Why: Every time a part needs to change orientation in order for a feature to be machined, associated costs for operation setup is added..
- Rule of Thumb: If you can machine the whole part in two "ops" (top and bottom), it will be significantly cheaper than a part requiring six different orientations.
Note: Have a unique design that requires "breaking" these rules? We get it — sometimes achieving the intended purpose requires special consideration and the appropriate trade-offs.. Contact us and we can walk through a technical review of your specific requirements.

Plastics (Delrin®, UHMW, Nylon, Acrylic)
Plastics are fast to machine but have a "memory" and can deform under heat.
Delrin (Acetal): The gold standard for machining. It holds tolerances beautifully and chips cleanly. Tip: Great for tight-tolerance plastic parts.
Acrylic: Extremely brittle. Tip: Avoid sharp internal corners or tapped holes near edges, as they are prone to stress cracking. Suggest "radiused" transitions instead.
- Key considerations
Flexibility, heat sensitivity, and tool pressure - Avoid thin walls
Plastics deflect and expand easily. Thin sections can flex during machining, leading to poor tolerances. - Acrylic-specific tip
Avoid sharp transitions and high stress concentrations—acrylic is brittle and prone to cracking. - Threaded inserts
When threads are required for plastic parts, it is recommended to utilize threaded or heat-set inserts to eliminate damage to raw plastic threads.

Aluminum (5000 6000, 7000 series)
The "bread and butter" of CNC machining. It's fast, light, and cost-effective. Given its soft nature however it scratches more easily.
If the part is aesthetic, suggest a "Bead Blast and Anodize" finish. This hides minor tool marks and provides a durable, professional look.
For high-load applications, Helicoils (threaded inserts) are recommended as raw threads can damage over time with repeated use.
- Key considerations
Machinability, speed, and efficiency - Aluminum machines quickly—use it to your advantage
Complex features are often more economical in aluminum than other metals. - Avoid unnecessarily tight tolerances
Aluminum holds tolerance well, but tighter specs increase inspection time. - Be conscious of downstream operations
When a subcomponent is part of a larger welded assembly, apply feature tolerances to the welded assembly drawing or specify "machine after weld". Aluminum will deflect or warp when exhibited to heat.

Copper & Brass
These are "gummy" materials that can clog up tools if not handled correctly.
Copper is highly ductile and tends to "stick" to the cutting tool. When feasible, keep designs simple; complex deep-cavity cooling fins in copper are significantly more expensive than in aluminum.
Brass machines like butter. It's excellent for high-detail, small parts. It is generally great for electrical components or decorative hardware where corrosion resistance is needed without the cost of stainless.
- Key considerations
Material softness, chip control, and tool wear - Avoid extremely fine features
Softer materials can smear or deform during machining. - Specify tolerances thoughtfully
These materials machine well, but ultra-tight tolerances increase inspection effort. - Brass is generally easier than copper
Copper’s gummy nature increases cycle time and tooling cost.
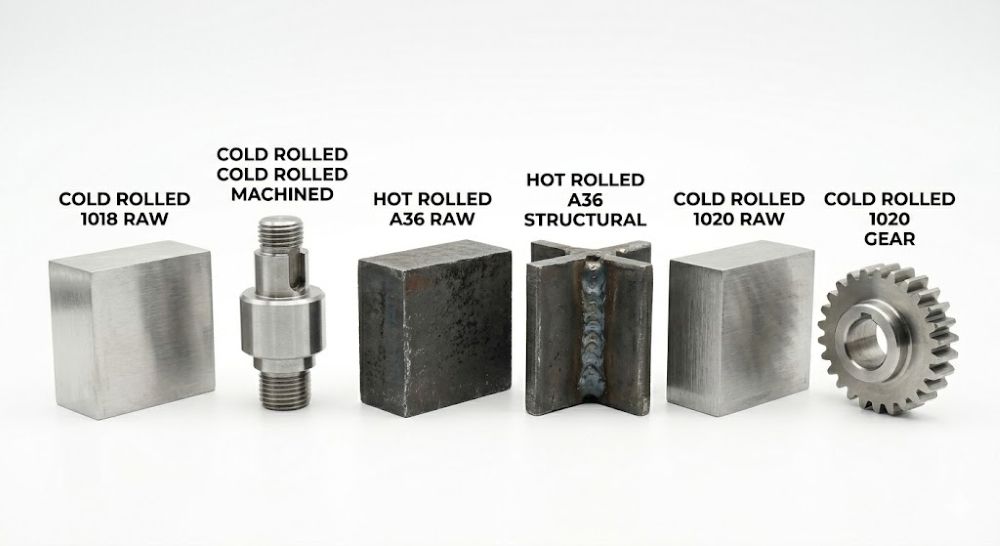
Carbon Steel (1018, 1020, 1045, 1215, A36)
Cold Rolled Steel (CRS) produces a much cleaner finish and holds better dimensional accuracy. CRS is the better choice for precision mechanical components that will be plated or painted later.
Hot Rolled Steel (HRS) often has a hard "scale" on the outside surface that is tough on tools and looks messy. HRS is generally recommended for structural parts where aesthetics don't matter and tolerances are loose.
- Key considerations
Strength, stress, and consistency - Expect longer cycle times than aluminum
Steel requires slower feeds and more robust tooling. - Design for uniform wall thickness
Helps minimize part movement due to internal stresses. - Be mindful of hot-rolled variability
Surface scale and dimensional inconsistency can affect finishes and tolerances. - Use standard tolerances where possible
Tight tolerances significantly increase cost in steel.

Stainless Steel (303, 304, 316, 410, 440)
Stainless is "work-hardening," meaning if the tool rubs instead of cuts, the material gets harder and tougher to machine.
The 303 vs. 304 Choice: This is the #1 cost-saving tip for customers. 303 Stainless is "free-machining" and much cheaper to process.
Unless the part requires welding or extreme chemical resistance (where 304 or 316 is needed), 303 stainless is generally recommended to save significant costs.
- Key considerations
Work hardening, heat, and tool load - Limit deep pockets and thin walls
Stainless resists cutting forces and can deflect tooling. - Specify surface finish only where required
Fine finishes add time due to slower feeds. - Plan for longer lead times
Stainless inherently takes more time to machine accurately.

Tool Steel (4130, 4140, 4041, O1, A2, D2)
These are used for high-wear parts, jigs, and fixtures.
In order to achieve the hardness of each respective tool steel type, heat treatment is required which can cause slight dimensional warping. If a part needs to be "dead-on" after hardening, it must be machined, heat-treated, and then ground to final size — which adds an additional step to the cost.
Always use generous internal radii in tool steel to prevent "stress risers" that could cause the part to crack during the quenching process of heat treatment.
- Key considerations
Hardness, heat treatment, and sequencing - Machine features before heat treatment whenever possible
Post-hardening machining dramatically increases cost. - Consider modular or replaceable wear features
Reduces long-term cost in high-wear applications.